پوششهای HVOF بیش از چهل سال به منظوراستافدههای صنعتی و ایجاد پوششهایی سخت و چگال و فشردگی کم بکار رفنهاند. این پوششها مشخصا برای افزایش عمر اجزای فلزی، بخصوص قطعاتی که در معرض خوردگی، فرسایش و سایش هستند. به کمک فناوری سطح و به شکلی کاملا اتوماتیک ، در یک محفظه گازی را اسپری میکند تا ساخت قطعهای با کیفیت به پایان برسد ضمن آنکه ظول عمر آن را تا حد بسیاری گسترش خواهد داد.
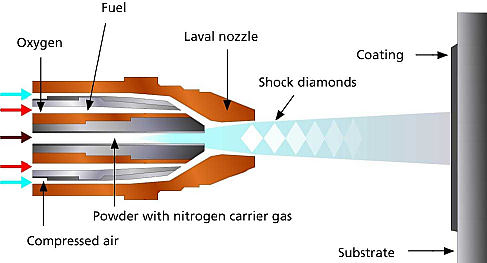
در این فرآیند از ترکیب اکسیژن با انواع مختلفی از سوختها مانند هیدروژن، پروپان و کاروسین استفاده مینماید. این روش یکی از پیشرفتهترین روشهای اسپری است که در آن سوخت و اکسیژن با نسبت خاصی باهم مخلوط شده و پس از احتراق با فشار و سرعت زیادی از دهانه تفنگ خارج میشوند. با استفاده ازموج انفجار در محفظه احتراق داخلی ، ذرات مواد کاربیدی با سرعت حدود 1200 تا 1500 متر بر ثانیه (تقریبا پنج برابر سرعت صوت) بر روی سطوح قطعات مورد نظر اعمال میشوند.
انرژی حاصل از این واکنش به صورت حرارت و افزایش فشار از تفنگ تخلیه میگردد که باعث ذوب شدن پودر و سرعت دادن به ذرات پودر میشود. پس از تثبیت شرایط انفجاری، پودر با یک نرخ کنترل شده به همراه یک گاز خنثی مثل نیتروژن یا آرگون که نقش حامل پودر را دارد توسط یک دستگاه تزریق پودر وارد تفنگ میشود و به همراه گازهای محترقه در اثر انفجارهای مداوم شتاب میگیرد و به سرعت لازم میرسد. این ذرات شتاب داده شده در زمانی بسیار کوتاه به سطح مقابل که در یک فاصله بهینه قرار دارد می رسند و سطحی کاملاً صاف و مقاوم را ایجاد می کند.
مهمترین مزایای روش HVOF به شرح زیر است:
1- حرارت دهی بسیار موثر و یکنواخت ذرات به دلیل تلاطم شدیدی که در محفظه احتراق رخ میدهد.
2- اکسید شدن سطحی بسیار کم است چرا که زمان تماس ذرات نسبت به سایر روشهای حرارتی کوتاهتر است.
3- حداکثر دمای ذرات نسبت به سایر روشهایی نظیر تفنگ قوسی یا پلاسما پایینتر است. در روش HVOF با استفاده از مخلوط اکسیژن و پروپیلن حداکثر دمای ایجاد شده حدود 3000 درجه سانتی گراد است، این در حالی است که در روش پلاسمایی دما به بالاتر از 1300 درجه سانتیگراد می رسد که احتمال اکسید شدن یا تجزیه برخی ترکیبات را فراهم آورده و از کیفیت پوشش میکاهد.
4- کیفیت پوشش های شکل گرفته معمولا مستقل از فاصله ی سطح قطعه با تفنگ است.
این روش پوشش دهی کاملا مناست برای پوشش دهی انواع کاربیدها بر روی سطح قطعات است. درصد تخلل روش HVOF نسبت به سایر روش های بسیار کمتر (کمتر از 5/0 درصد ) است.
قابل توجه است که در این روش (HVOF) استحکام چسبندگی نسبت به سایر روشهای حرارتی بالاتر است.